
Zawartość
- Język inżynierii mechanicznej
- Podstawowa terminologia dotycząca projektowania i budowy matryc
- Prasa do tłoczenia
- Naciśnij Stroke
- Rozmiar matrycy
- Odlewy
- Die Detail
- Frezowanie i obróbka skrawaniem
- Projekt rdzenia
- Pusty rysunek
- Trim Die
- Stal wykończeniowa
- Przebijanie sprzętu
- Die Cam
- Pytania i Odpowiedzi
Jason Marovich był zatrudniony jako kreślarz i operator CAD w latach 1990 - 2005 w branży motoryzacyjnej.

Język inżynierii mechanicznej
Istnieje pewien rodzaj pseudojęzyka, który rozwinął się w branży tłoczenia metali. Dla laika, który nie został oświecony, jak powstają części z blachy, słuchanie, jak ktoś o tym mówi, może być jak słuchanie kogoś mówiącego w obcym języku.
Ten przewodnik został napisany, aby pomóc tym, którzy chcą wiedzieć, o czym mówią inżynierowie i pracownicy fabryk, omawiając tłoczenie blach i maszyny, które wykonują procesy tłoczenia, formowania, przycinania, wywijania, przebijania i ograniczania blach.
Inżynieria matryc jest jedną z tych dziedzin, której pełne zrozumienie zajmuje lata. Przynajmniej podstawowa wiedza na temat metalurgii, systemów ciśnieniowych, obróbki stali i odlewów żeliwnych to narzędzia, które posiadają projektanci i konstruktorzy matryc.
Technologia komputerowa umożliwiła laikom oglądanie trójwymiarowych modeli pras i tłoczników. Te wirtualne programy do projektowania mają kluczowe znaczenie dla umożliwienia innym podążania za kostką na różnych etapach jej projektowania i budowy. Ale jeśli nie masz pojęcia, na jakie komponenty patrzysz lub do jakiego celu służą, będziesz miał problem ze zrozumieniem czyichkolwiek wyjaśnień dotyczących maszyny, po prostu dlatego, że tak wiele nazw i słów używanych w inżynierii mechanicznej nie jest znanych osoba, która nie miała dłuższego kontaktu z przemysłem tłoczenia metali.
Aby uzyskać jeszcze bardziej podstawowe wprowadzenie do tłoczenia blach w przemyśle motoryzacyjnym, przeczytaj „Matryce do stemplowania: podstawowe wyjaśnienie matryc do tłoczenia metali„Ten przewodnik ma na celu pomóc ludziom zrozumieć najbardziej podstawowe koncepcje dotyczące tego, jak część samochodowa wykonana z blachy przechodzi od pomysłu do produkcji i działa jako edukacyjne wprowadzenie do tego artykułu.
Podstawowa terminologia dotycząca projektowania i budowy matryc
Następujące terminy są uporządkowane według przydatności; mają pomagać komuś, kto nie jest zaznajomiony z typami mechanicznych matryc i ich zastosowaniem jako narzędzi do wykonywania tłoczonych części metalowych.
Prasa do tłoczenia
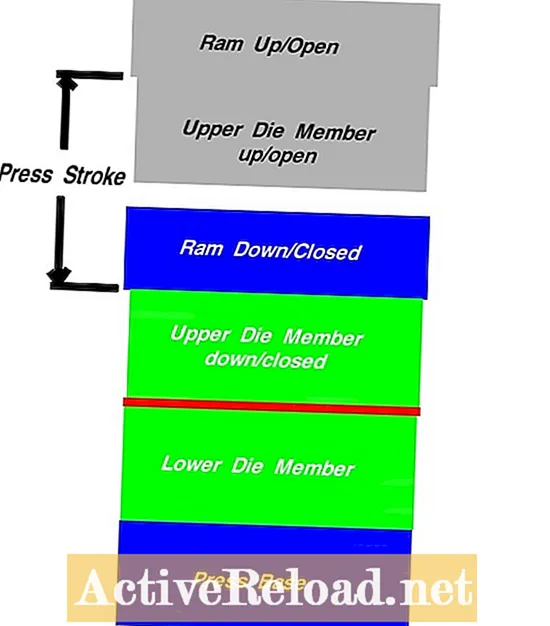
To jest maszyna, do której mocuje się gotowy zestaw matryc. Spód prasy lub podstawa jest nieruchomy. Górny suwak porusza się w górę iw dół i zapewnia ciśnienie wymagane do uformowania lub utrzymania metalowego miejsca na dolnej połowie matrycy, która jest zamontowana do stacjonarnej podstawy. Górny człon matrycy jest zamontowany do suwaka, poruszając się w ten sposób w górę iw dół.
Naciśnij Stroke
Tłok prasy przesuwa się w dół, aż górny człon matrycy zostanie zamknięty na dolnym członie matrycy. Następnie suwak wraca do góry, otwierając matrycę i umożliwiając wyjęcie gotowej części. Następnie w matrycy umieszczany jest nowy półfabrykat. Każdy cykl w górę iw dół jest wykonywany zgodnie z tymi samymi specyfikacjami, w zależności od typu prasy. Odległość, jaką pokonuje tłok w górę lub w dół, to suw prasy.
Większe prasy mają zwykle większą odległość skoku prasy. Innym ważnym czynnikiem skoku prasy są ruchy na minutę. Różne prasy mają różne wahania prędkości i dwa czynniki, odległość skoku prasy i skoki prasy na minutę, są uważnie rozważane, zanim inżynierowie matryc rozpoczną pracę nad matrycami, które zostaną zamontowane na wózku prasy i suwaku.
Rozmiar matrycy
Te wymiary ogólnie odnoszą się do górnej i dolnej płyty - do której są przymocowane pozostałe elementy matrycy. Są to zestawy tłoczników wykonane ze stali lub żeliwnych butów. Żelazo jest tańsze niż stal, więc jeśli wymagana jest duża matryca, najprawdopodobniej będzie wykonana z żelaza. Mniejsze zestawy matryc są wykonane ze stali i często sprzedawane jako kompletne zestawy matryc z kołkami prowadzącymi i przewidzianymi szczelinami lub otworami montażowymi. Wymiary matrycy obejmują całkowity (o.a.) rozmiar matrycy i rozmiar zestawu matryc. Jeśli górna stopka żelazna ma grubość 50 mm, długość 1200 mm i długość 800 mm, wymiary będą wyglądały następująco: 50 x 1200 x 800. Odlewane matryce można łatwo zaprojektować na dowolny rozmiar, podczas gdy stalowe zestawy matryc są sprzedawane w różnych rozmiarach, wybierając słusznie, czasem może okazać się wyzwaniem.
Odlewy
Kiedy podjęto decyzję o zaprojektowaniu matrycy z żelaza, części matrycy nazywane są odlewami. Nie obejmuje to standardowych elementów, takich jak stemple lub bloki bezpieczeństwa, które zwykle są wykonane ze stali. Odlewy żeliwne to niewykończony metal, który można obrabiać w różnych miejscach, w których wymagana jest czysta powierzchnia (tj. Powierzchnia montażowa).
Projektowanie odlewów wymaga od inżyniera uwzględnienia wagi, wytrzymałości ściany, rozmiaru rdzenia i kosztu. Po zatwierdzeniu projektu odlewu jest on pobierany lub oddzielany od ogólnego projektu i otrzymuje własny plik komputerowy. Ten plik jest wysyłany do odlewni, gdzie żelazo jest wylewane zgodnie z dokładnymi specyfikacjami podanymi przez źródło projektu. Gdy żelazko ostygnie, odlew trójwymiarowego projektu jest gotowy do dalszej pracy dla mechaników.
Die Detail
Są to zwykle odlewy wyciągnięte z ogólnego projektu, jak opisano powyżej. Ale mogą zawierać elementy stalowe. Ilekroć rysunek lub model 3D pomoże konstruktorom lepiej zobaczyć lub zrozumieć projekt, firma budowlana może poprosić o oddzielne warstwy lub pliki, które pozwolą im osobno spojrzeć na każdy główny element matrycy. Na przykład górna podkładka matrycy byłaby odlewana i obrabiana z materiału (pilniki, plany), który pokazywałby ją nie tylko w postaci osadzonej w matrycy, ale także oddzielnie.
Frezowanie i obróbka skrawaniem
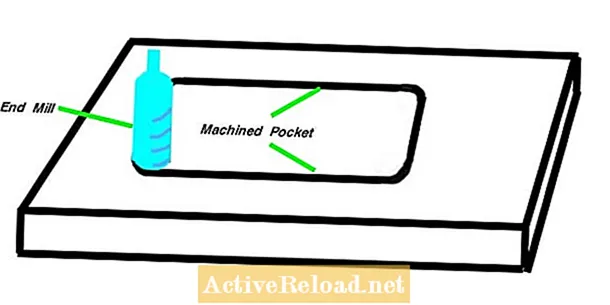
Czynność wykańczania powierzchni nazywa się obróbką skrawaniem. Często wykonuje się to za pomocą wirującego noża do metalu, zwanego młynkiem. Młyny mogą być używane do wycinania kieszeni w żelazie lub stali, tworzenia wykończonych powierzchni zgodnie z wąskimi specyfikacjami i podążania ścieżkami zaprogramowanymi w komputerze, które pozwalają im obrabiać duże powierzchnie przez wiele godzin bez zatrzymywania się.
Na powyższym rysunku zwróć uwagę na zaokrąglone rogi obrabianej kieszeni. O ile nie wystąpi bicie - sposób na to, aby ścieżka frezu nie była blokowana podczas jego wyjmowania lub przechodzenia do następnej operacji - rogi zostaną zaokrąglone do tego samego promienia co frez. Te narzędzia nie mogą tworzyć kwadratowych narożników, ale są narzędzia do wypalania drutu i inne opcje.
Projekt rdzenia
Odnosi się to do praktyki używanej przez inżynierów projektantów do rozjaśniania metalu. Oznacza to, że można wykonać rdzeń z litego bloku żelaza (rozjaśnić go, usuwając część żelaza), o ile nie wpływa to na wytrzymałość żelaza wewnątrz matrycy. Dwie korzyści płynące z zaprojektowania matrycy z inteligentnym planem rdzenia (wielokrotnie zgodnie ze standardami rdzeniowymi dostarczonymi przez jednostkę, która zamówiła część) to efektywność kosztowa żelaza i wrażliwość na wagę matrycy.
Pusty rysunek
To jest operacja wykonywana przez ciągadła. Te matryce są zwykle pierwszą lub drugą kością w dowolnym zestawie kości. Nieformowany półfabrykat z blachy jest ładowany do matrycy i formowany zgodnie ze specyfikacjami podanymi w pliku danych części. Wyciągi używają ciśnienia do formowania metalu. Pływająca dolna podkładka, zasilana przez system ciśnieniowy znajdujący się pod nią, jest integralną częścią każdej matrycy ciągnącej.Ta podkładka może być używana do formowania metalu na górnym stemplu lub może być używana jako „pierścień” do chwytania metalu, gdy stempel opada i formuje go.
Trim Die
Ten typ matrycy został zaprojektowany z naciskiem na przycinanie niechcianego metalu z części. Można zastosować matryce do przycinania, aby wyciąć duże otwory, takie jak otwory okienne. Przycinanie do gotowej linii przycinania jest czasami wykonywane przy użyciu więcej niż jednej matrycy w zestawie. Projektanci dołożą wszelkich starań, aby wszystkie główne operacje przycinania zostały wykonane w jednej kostce, ale czasami jest to po prostu niemożliwe.
Istnieją trzy podstawowe typy wykończenia:
- Zgrubne przycinanie: Cięcie materiału, aby uzyskać wydajność lub dostęp w następnej operacji, ostatecznym przycięciu.
- Ostateczne przycinanie: Jest to operacja, podczas której część jest przycinana do ostatecznego kształtu.
- Wykończenie wnętrza: Zwykle bardziej zaangażowany i wymagający planu rozmieszczenia elementów stalowych, jest to czynność wycinania otworów, które znajdują się wewnątrz końcowej linii cięcia.
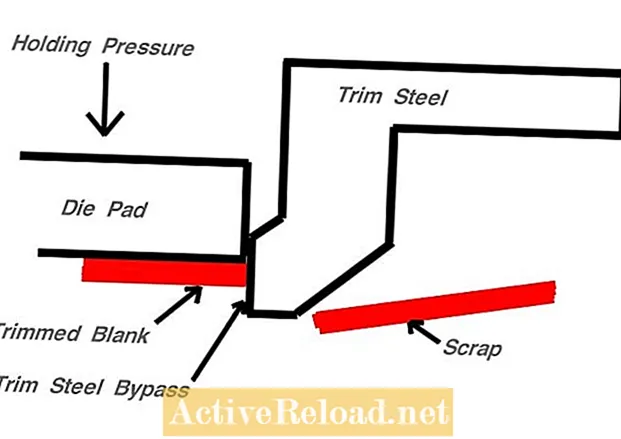
Stal wykończeniowa
Te łatwe w obsłudze elementy stalowe mają powierzchnię montażową i ostrze trymujące. Ostrza zamontowane na górnej matrycy lub krzywce działają jak wierzchołek pary nożyczek. Kiedy spadają na metal, napotykają dolną stal, która działa jak dolna szczęka pary nożyczek. Stale są lekko wprowadzane w metal, na tyle, aby ominąć jego grubość. Blacha, która odpada od linii cięcia po przycięciu nazywana jest złomem.
Przebijanie sprzętu
Gdy w panelu wymagane są mniejsze otwory, takie jak otwory okrągłe lub kwadratowe, stosuje się stempel (zamontowany w ustalaczu matrycy, który z kolei jest montowany do zamykającej powierzchni matrycy). Te hartowane stalowe stemple można naostrzyć, tak aby pojedynczy stempel mógł przetrwać całą procedurę stemplowania, czasami dziesiątki tysięcy uderzeń. Sprzęt do przebijania zwykle odnosi się do męskiego stempla, żeńskiego przycisku matrycy i elementów mocujących.
Die Cam
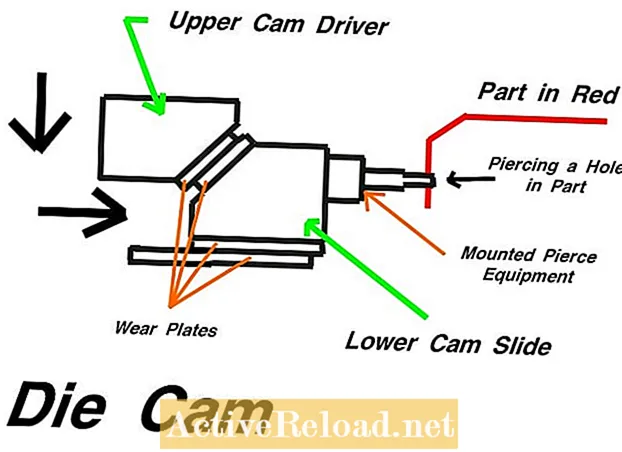
To jest urządzenie mechaniczne (patrz schemat poniżej), która pozwala na wykonywanie operacji matrycy w inny sposób niż na wprost w górę iw dół. Kątową powierzchnię można obrobić na powierzchni matrycy, aby pomieścić suwak krzywkowy, połowę krzywki, która może faktycznie poruszać się w sposób bardziej poziomy. Powierzchnia kątowa sterownika krzywki zamyka się na powierzchni kątowej prowadnicy krzywki, powodując przesuwanie się dolnej połowy w określonym kierunku. Na przykład stempel, zamontowany na powierzchni czołowej prowadnicy krzywkowej, może być dociśnięty do przodu przez zabierak krzywki, tak że wybija poziomo otwór w blasze.
Oczywiście, gdy ci, którzy są zainteresowani projektowaniem matryc, uczą się bardziej zaawansowanych procesów matryc, będą narażeni na coraz więcej nowej terminologii. Ponieważ produkcja części wymaga zaangażowania tak wielu osób z różnych branż, bardziej ambitni mogą nauczyć się nie tylko słownictwa z własnej dziedziny, ale także każdego z uzupełniających się procesów.
Wszechstronny inżynier produkcji zrozumie drogę, jaką pokonuje półfabrykat z blachy, aby dostać się do gotowego produktu. Maszyny zbudowane do produkcji tych części przechodzą przez proces równie cenny dla inżyniera, który chce rozmawiać o wytwarzaniu części na wszystkich poziomach.
Ten artykuł jest dokładny i zgodny z najlepszą wiedzą autora. Treści służą wyłącznie do celów informacyjnych lub rozrywkowych i nie zastępują osobistych porad ani profesjonalnych porad w kwestiach biznesowych, finansowych, prawnych lub technicznych.
Pytania i Odpowiedzi
Pytanie: Kim jest posiadacz „Jalicoal”? Nie mam pojęcia, jak to przeliterować. Jollicko?
Odpowiedź: Firma nazywa się Jolico. Możesz znaleźć i zamówić ich bloki opiekunów w ich książce standardów.

